Car-Tech zerzuben
Wasserstrahl
Wonach suchen Sie?
Wasserstrahlverfahren
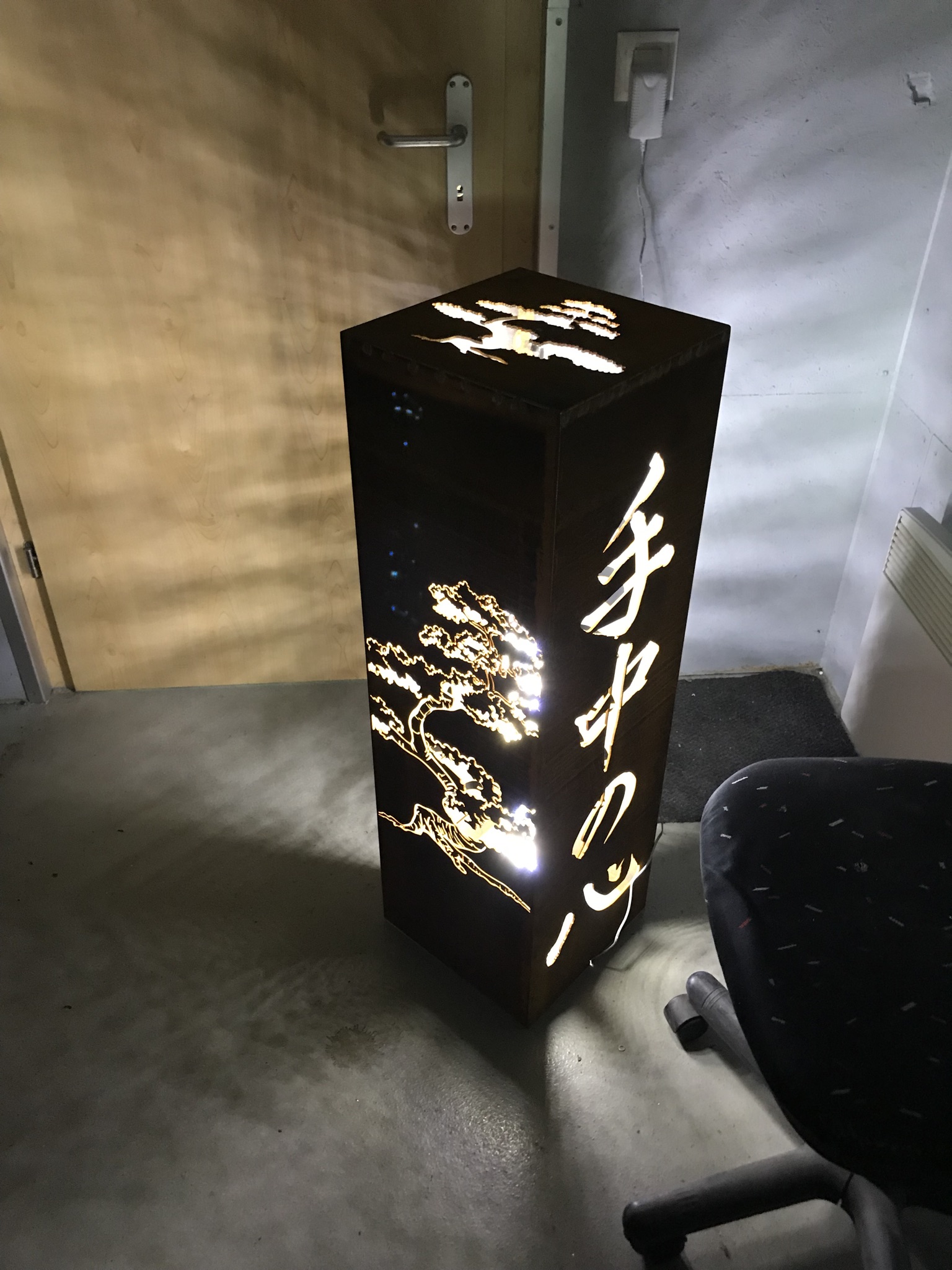
Beim Wasserstrahlschneiden wird Wasser mit Hochdruck (bis zu 4100 bar) durch eine sehr kleine Öffnung (1.1mm) geschossen. Es entsteht ein Hochgeschwindigkeits-Wasserstrahl mit bis zu dreifacher Schallgeschwindigkeit.

Vorteile
- Der Wasserstrahlschnitt verläuft praktisch ohne Wärmeeinwirkungen (maximale Erwärmung ca. 40-60°C), daher weist das Material nachdem Schnitt keinerlei physikalische, chemische oder mechanische Veränderungen auf und lässt sich anschliessend leicht bearbeiten. Zudem werden durch die fehlende Wärmeeinwirkung Werkstücke nicht deformiert. Verformungen auf Grund materialeigenen Spannungen können aber nicht ausgeschlossen werden.
- Bei Werkstücken auch mit größerer Materialstärke können einzelne Teile sehr dicht nebeneinander gelegt („geschachtelt“) werden. Dieses bringt oft eine erhebliche Einsparung an Rohmaterial mit sich.
- Es können praktisch beliebige Materialien, inklusive Metalle und deren Legierungen geschnitten werden, auch gehärtete oder anders modifizierter Materialien. Weiterhin stellen sonst nur schwer zubearbeitende Materialien wie Glasfaserstoffe, Glas, Gummitextilien, weiche und harte Gummistoffe, Kunststoffe, Dichtungen, Verbundstoffe, usw. kein Problem dar.
- Beim Schneiden wird auch eine gegebenenfalls vorhandene Oberflächenbehandlung, sei es poliert, geschliffen oder eloxiert, nicht beschädigt.
- Die Herstellung von Mosaiken oder Intarsien aus vollkommen verschiedenen Materialien (z. B. Metallelemente in Steine oder Pflaster, Glasin Kunststoffe oder Holz, usw) ist problemlos möglich.
- Die Herstellung sehr kleiner Werkstücke (kleiner als ca. 100x100mm) ist unproblematisch, da diese mit Haltestegen („Brücken“) zum späteren Ausbrechen geschnitten werden können.
- Durch die sehr kleine Schnittfuge von 1.1mm sind komplexe Schnittgeometrien möglich.
- Beim Schneidprozess entstehen keine Schadstoffe, es handelt sich also um eine umweltfreundliche Technologie.
Nachteile
- Durch den unvermeidlichen Kontakt mit Wasser und meist auch mit dem Abrasivmaterial entsteht ohne sofortige, geeignete Nachbehandlung eine schnelle Entwicklung von Oberflächenkorrosion. Bei saugfähigen Materialien können längere Trocknungszeiten, Farbveränderungen, Verunreinigungen usw. problematisch sein.
- Bei grösseren Materialstärken (über 10mm) kann es durch den Einfluss des so genannten Strahlauslaufes zur Deformationen der Schnittkontur an der Unterkante kommen.
- Vergleichsweise langsame Schnittgeschwindigkeit, daher bei grossen Materialstärken (z.B. Stahl > 15mm) und Schnittlängen oft nicht wirtschaftlich sinnvoll einsetzbar.
- Lange Einstechzeiten bei dicken oder sehr harten Materialien.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}